![]() 專業機床生產廠家
專業機床生產廠家
服務熱線:18306370979

![]() 專業機床生產廠家
專業機床生產廠家



【產品規格】
產品型號:
產品用途:
簡介:
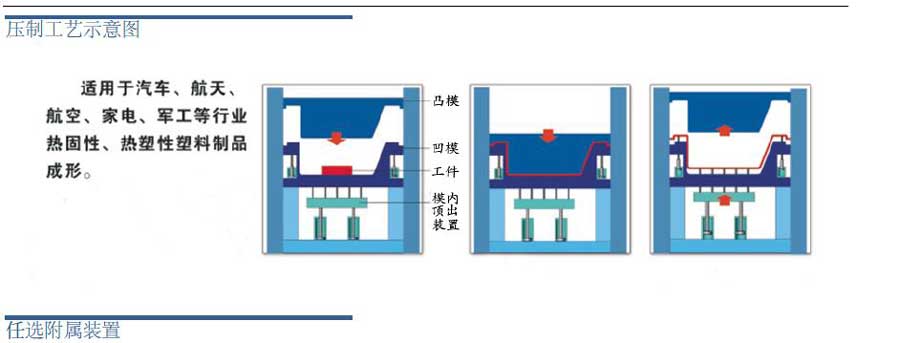
全自動上下料數控粉末成型液壓機也叫一次粉末成型框架式液壓機,采用進步的雙向節流閥以及單向節流閥集成系統,結構緊湊,外形小,重量輕、安裝維修方便、傳動效率高、密封性能好。此閥在回路中將液壓缸差動連接,即單出桿活塞缸左右兩腔相通,這樣就構成了差動鏈接回路,液壓泵供油直接進入液壓缸無桿腔,這時二位三通電磁閥的電磁鐵通電,液壓缸實現差動連接,液壓泵輸出的壓力油同時進液壓缸的左右腔,但由于無桿腔的有效面積大于有桿腔的有效面積,大腔產生的推力大于小腔產生的推力,所以活塞向下運動,由于全自動上下料數控粉末成型液壓機液壓缸有桿腔排出的油液又進入液壓缸的無桿腔,因此加快了活塞桿向下運動的速度,使執行元件實現快速運動、閥泄漏少、通流阻力小、換向快、沖擊小等特點。
全自動上下料數控粉末成型框架式液壓機采用四角八面結構,確保模具平行,產品外形精度高。副油缸的各種動作可以根據用戶要求自行設定。大大提高機器的適應能力。通過快慢速度自行設定真正實現高效節能,可使用與多種粉末冷熱成型。控制系統均采用電腦編程,所有動作可以任意設定,真正實現全自動功能。粉腔高度可以屏幕設定從而提高了產品的重量精度和外形精度。各種模具和模具架均可根據用戶要求自行選配。
全自動上下料數控粉末成型液壓機特點:
1、四角八面結構,機架與活動工作臺導向精度高,剛性好,抗側向力強,特別適用于壓制不對稱的產品;結構緊湊、性價比高經濟適用。
2、液壓控制采用插裝閥集成系統,沖擊小、動作可靠,泄露點少。
3、一次粉末成型框架式液壓機油缸采用整體鍛打并經精密研磨,新型油缸密封元件,在高壓狀態下使用可靠性強,壽命長。
4、拉伸、壓邊滑塊可連成一體,實現單動工藝動作。導軌自動潤滑裝置。有利提高工作效率和操作安全。
5、框架機身采用高強度合金鋼制作,表面鍍硬鉻,耐磨性好.
6、機電一體化安全裝置。如:油缸下腔支撐回路、油缸上下腔互鎖回路等,安全性優越。
7、電氣系統采用PLC控制。
8、可實現定壓、定程兩種成型工藝,具備保壓延時功能,延時時間可調。
9、全自動上下料數控粉末成型液壓機工作壓力、行程可在規定范圍內按工藝要求調節,采用按鈕集中控制,可實現手動、半自動、自動三種操作方式。


全自動上下料數控粉末成型液壓機結構介紹:
全自動上下料數控粉末成型四柱液壓機主機的結構形式及要求:液壓機主機由機身、滑塊、移動工作臺、主缸、液壓墊、移動工作臺提升夾緊油缸、行程限位、上極限安全鎖緊裝置等組成。
1、機身:全自動上下料數控粉末成型液壓機機身為整體框架式結構,由鋼板焊接的結構件組成,左右支柱中間留有側窗口,采用Q235優質鋼板焊接結構,二氧化碳氣體保護焊;焊后需經過退火處理充分消除焊接變形和應力,確保焊接件經久而不變形,精度保持性好。其中下橫梁、支柱、上橫梁通過拉桿預緊(液壓預緊)構成組合框架;機身中間設有滑塊、滑塊導向采用斜楔式四角八面導軌,滑塊導板采用A3+CuPb10Sn10復合材料,支柱上的導軌采用可拆卸導軌。
2、滑塊:滑塊為鋼板焊接箱形結構,滑塊底面板為整塊鋼板,保證足夠的剛度和強度。全自動上下料數控粉末成型液壓機滑塊采用四角八面導軌導向,在左右支柱上共設有4組導向塊,滑塊的導板在導軌上作垂直運動,運動導向精度靠滑塊導軌上斜鐵來調整,以保證與移動工作臺的平行度,調整方便,調整精度高,調整后精度保持性好,抗偏載能力強。導軌摩擦副一側為合金材料,另一側采用銅基合金材料。此外,導軌經淬火處理,硬度在HRC55以上,耐磨性能良好,使用壽命長。滑塊導軌面設有加油孔自動加油,以便潤滑運動部位。全自動上下料數控粉末成型液壓機滑塊微調由比例流量閥控制實現,用于試模選擇時微調、合模,達到0.5-2mm/s范圍內可調。
3、移動工作臺:全自動上下料數控粉末成型液壓機配有一個前移式移動工作臺,移動工作臺為Q235-A鋼板焊接結構,焊接后進行消除應力處理,移動工作臺面加工“T”型槽及頂桿孔,“T”型槽及頂桿孔尺寸按甲方提供的布置圖制作。“T”型槽中間留400mm不銑。配備相應的頂桿和防塵蓋,頂桿的熱處理硬度為HRC42度以上。全自動上下料數控粉末成型液壓機移動工作臺重復定位精度±0.05mm,驅動方式為齒輪加減速機驅動,為自行式結構。含貼合檢測裝置,當移動工作臺下平面和底梁下平面的間隙大于0.3mm時主機不許工作。提供全部頂桿孔蓋。工作臺上平面有十字對模槽,尺寸寬14-深6mm。
4、主缸:一次粉末成型框架式液壓機的主油缸采用活塞缸和柱塞缸結合的多缸式結構,活塞桿采用優質碳素結構鋼鍛件,表面經淬火處理以提高硬度;缸體采用優質碳素結構鋼鍛件,以保證材質的均勻性,油缸密封采用進口材料優質密封圈密封。
5、液壓墊缸:全自動上下料數控粉末成型液壓機底梁內部設置一個液壓墊缸裝置,液壓墊具有液壓墊或頂出器兩種功能,可用于在鋼板拉伸過程中提供壓邊力或用于頂出制件,液壓墊為單頂冠結構,并安裝直線位移傳感器,壓機能方便地實現滑塊和液壓墊行程轉換位置的數字設定,操作簡便實用。
全自動上下料數控粉末成型液壓機的保養:
正確使用全自動上下料數控粉末成型四柱液壓機設備,認真執行維修保養和嚴格遵守安全操作規程,是延長設備使用壽命,保證安全生產的必要條件。操作者應注意下列各點:
1、全自動上下料數控粉末成型液壓機用油必須經嚴格過濾才能注入油箱,其油位不能低于油表指示處。
2、油箱每半年清洗并換新油一次,優異次更換時間不要超過三個月,其油液可以過濾后再次使用
3、滑梁導套與立柱應定期注油進行潤滑。
4、推薦使用N46號抗磨液壓油或N46號低凝液壓油。
5、每半年應檢查壓力表一次。
6、一次粉末成型框架式液壓機長期停用時,應將各外漏加工表面擦干凈并涂防銹油。

液壓機設計制造執行標準:
GB9166-88《四柱油壓機精度》
JB9967-99《液壓機噪聲限值》
JB/T1829-1997《鍛壓機械通用技術條件》
GB50054-95《低壓配電設計規范》
JB3818-1999《液壓機技術條件》
JB3915-1985《液壓機安全技術條件》
GB/T5226.1-96《工業機械電氣設備優異部分通用技術條件》
GB/T3766-83《液壓系統通用技術條件》
JB/T1829-1997《鍛壓機械通用技術條件》
四柱液壓機")
1200噸三梁四柱壓力機(YW詳情+
三梁四柱壓力機")
1500噸三梁四柱油壓機(YW詳情+
四柱拉伸油壓機")
3000噸四柱拉伸壓力機(YW詳情+
四柱壓力機")
2500噸三梁四柱油壓機(YW詳情+





 消費者信得過產品
消費者信得過產品 先進單位
先進單位 省級重合同守信用企業
省級重合同守信用企業 高新技術企業
高新技術企業 機床制造行業百強企業
機床制造行業百強企業
 快速熱鍛液壓機
快速熱鍛液壓機
 微信公眾號
微信公眾號

