我們可以開發(fā)一種方法,使用閥門系數(shù)概念和伯努利原理同時(shí)為給定的玻璃鋼桌子熱壓成型
液壓機(jī)伺服比例應(yīng)用選擇最佳組件。
有四種不同的閥門平臺,它們控制輸送到氣缸兩端的功率。移動閥芯以使氣缸伸出(P到A和B到T)打開K V
PL,
PA和K
VRL,
BT,而K
VPL,
PB和K
VRL,
AT重疊 - 也就是說,它們基本上是關(guān)閉的關(guān)閉。
數(shù)學(xué)過程涉及求解活塞兩側(cè)的氣缸壓力與供給壓力,閥門系數(shù),閥門比率和氣缸比率的關(guān)系。數(shù)學(xué)還考慮了載荷變量,推進(jìn)速度和載荷力。結(jié)果是VCCM方程,其被解決以調(diào)整組件的尺寸以實(shí)現(xiàn)最佳操作。閥門上的壓降隱含在等式中:
f
L = P
S A
PE –v
2(A
PE3÷ K
VPL2) (1+ρ
v2÷ ρ
c2)
其中f
L是必須克服的負(fù)荷力,
P
S是供給壓力,
A
PE是圓柱體尺寸,
v是氣缸的推進(jìn)速度,
K
VPL是其中所述閥打開程度,
ρ
v是對稱閥,并且
ρ
c是氣缸面積比(面積活塞/連桿側(cè)區(qū)域的帽側(cè))。
該等式的解決方案可用于分析玻璃鋼桌子熱壓成型液壓機(jī)系統(tǒng),以確保操作范圍足以滿足應(yīng)用需求。操作范圍由VCCM方程構(gòu)成,閥門完全打開,閥門系數(shù)處于最大值。操作范圍描述了給定系統(tǒng)可用的力和速度。
 圖片僅供參考,詳情請咨詢18306370979(陳女士)
圖片僅供參考,詳情請咨詢18306370979(陳女士)
VCCM方程是所有尺寸測量程序的基礎(chǔ)。如果閥門,氣缸和供應(yīng)壓力的大小不合適,結(jié)果可能低于所需的控制程度或系統(tǒng)性能不佳。最糟糕的情況是應(yīng)用程序無法滿足其設(shè)計(jì)目標(biāo)。
壓力計(jì)量特性定義了停止條件,包括給定負(fù)載下的壓力和VCCM方程內(nèi)的停止位置。更具體地,閥比,ρ
v,和氣缸比率,ρ
c,從VCCM等式被定義為:
ρ
v= K
VPL÷ K
VRL and ρ
c = A
PE÷ A
RE.
請注意,玻璃鋼桌子熱壓成型液壓機(jī)閥門比率使用兩個(gè)不同的值:一個(gè)用于延伸氣缸,另一個(gè)用于縮回氣缸。類似地,兩個(gè)不同的值用于汽缸比,這取決于它是伸出還是縮回。擴(kuò)展的值大于1,縮回的值小于1。
關(guān)閉循環(huán)
圖1.閥控式電液位置伺服機(jī)構(gòu)圖,以完整的傳統(tǒng)閉環(huán)配置連接。
圖1中的系統(tǒng)說明了位置伺服機(jī)構(gòu),這是本討論的最終主題。圖1中的汽缸傳遞一些負(fù)載力f
L,而其活塞連接到位置傳感換能器,其傳遞特性為反饋信號H. H的值是進(jìn)入誤差計(jì)算器的電壓,其中它從命令電壓C中減去。誤差信號E被饋入伺服/比例放大器以移動閥門。
只要誤差信號不為零,閥門就會移動,使玻璃鋼桌子熱壓成型液壓機(jī)液壓缸將負(fù)載移動到命令和反饋信號相等的點(diǎn)。在此狀態(tài)下,誤差為零,閥門電流變?yōu)榱悖y芯居中,負(fù)載和氣缸停止。原則上,這就是它的工作原理。實(shí)際上,它有點(diǎn)復(fù)雜。
推薦閱讀
【本文標(biāo)簽】:玻璃鋼,??桌子,??

備模鍛成型液壓機(jī)")
品中心") 產(chǎn)品中心Product
產(chǎn)品中心Product 新聞資訊Case
新聞資訊Case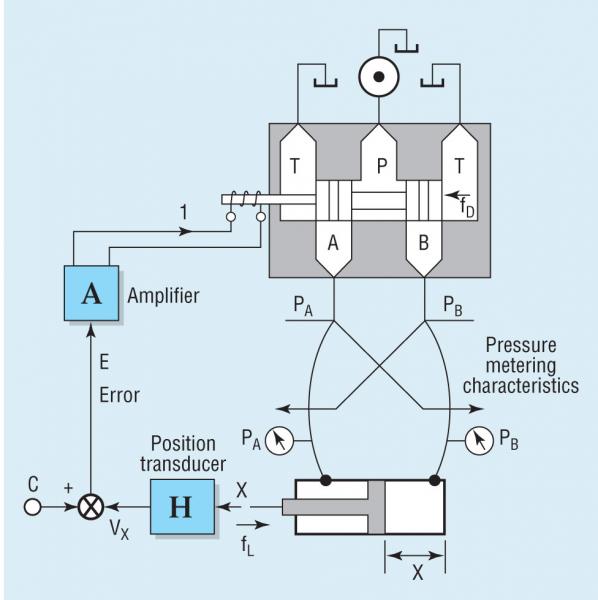

 微信公眾號
微信公眾號

